Showcase
2 Minuten statt 15: Erfolgsstory eines integrierten Honprozesses
Die Haag-Streit AG schreibt eine Erfolgsgeschichte: Das innovative Honwerkzeug ermöglicht die Bearbeitung präziser Bohrungen direkt auf der CNC-Maschine – in nur 2 Minuten statt 15. Die Integration spart Zeit, senkt Kosten und steigert die Effizienz.
Dieser Bericht zeigt, welcher Aufwand erforderlich ist, um eine Bohrung von 26 mm Durchmesser und 162 mm Länge in das Grundgehäuse einer ophthalmologischen Spaltlampe einzubringen. Denn die Bohrung hat es in sich: Die Produktionstechniker von Haag-Streit haben gemeinsam mit URMA und DIHAWAG entschieden eine spezifische Honwerkzeugtechnologie anzuwenden, um den Honprozess in ein Bearbeitungszentrum zu integrieren.
Die Haag-Streit Gruppe, mit Hauptsitz in Köniz bei Bern, ist ein international tätiges Schweizer Medizintechnikunternehmen auf dem Gebiet der Augenheilkunde. Die Gruppe entwickelt, produziert und vertreibt weltweit modernste medizinische Lösungen und Geräte wie Spaltlampen, Tonometer, Untersuchungseinheiten und Stühle für den refraktiven Arbeitsplatz so wie Biometer, Perimeter, Operationsmikroskope und weiteres Zubehör. Basierend auf Virtual Reality bietet die Haag-Streit Gruppe zudem Lösungen und Simulatoren für die medizinische Ausbildung an. Seit über 160 Jahren arbeitet Haag-Streit weltweit eng mit renommierten Wissenschaftlern und Medizinern zusammen. Nach dem Motto: «Look closer, see further», gelingt es ihnen, durch präzise Arbeit innovative und fortschrittliche Gesamtlösungen höchster Qualität für Augenspezialisten zu entwickeln und zu produzieren.
Thomas Rotzetter, Fachstellenleiter kubische Fertigung, Haag-Streit AG: "Wir entwickeln und produzieren medizinische Geräte, wobei Spaltlampen ein Kernsegment bilden. Diese sind für die Basisuntersuchung der Augen unverzichtbar, und wir positionieren uns damit im Premiumsegment." Die Basis dieser Spaltlampen bildet sowohl eine hochpräzise Mechanik als auch eine exakte Optik, was höchste Fertigungskompetenzen der Haag-Streit AG erfordert. Von den über 300 Mitarbeitenden am Hauptsitz in Köniz arbeiten 45 Mitarbeitende in der spanenden Fertigung, unterstützt von 14 Auszubildenden. Mit den Dreh- und Fräszentren wird ein Grossteil der Präzisions-Komponenten in Eigenregie gefertigt.
Thomas Rotzetter: "Damit erreichen wir eine Fertigungstiefe von rund 70 Prozent. Generell ist es unser Ziel, Fertigungsstrategien in der Art weiterzuentwickeln, dass die Bauteile vollständig automatisiert auf einer Maschine bearbeitet werden können. Mit dieser automatisierten Fertigung erreichen wir durch mannlose Fertigungsstunden konkurrenzfähige Herstellkosten." Werkstoffe, die bei Haag-Streit vorwiegend bearbeitet werden, sind Aluminium, Messing und Chromstahl. Eine werkstofftechnische Ausnahme bildet der Kreuzschlitten (Guss) für die Spaltlampen, in dem eine der Referenzachsen integriert ist, die in einem Kugelkäfig läuft. Dieser Kugelkäfig wiederum wird in der Referenzbohrung im Kreuzschlitten geführt, deren Fertigung sich aufwendig gestaltet und bisher in einem externen Prozess gehont werden musste. Die Bohrung im Kreuzschlitten, in dem der Kugelkäfig läuft, hat einen Solldurchmesser von D = 26 H6, bei einer Länge von 162 mm. Die Losgrösse liegt bei ca. 80 Bauteilen pro Woche, die neu auf einer voll automatisierten Chiron FZ 18 komplett fertig bearbeitet werden.
Der bisherige Fertigungsprozess
Stefan Oetliker, AVOR-Programmierung CAM bei Haag-Streit AG: "Früher haben wir die Bohrung in einem zusätzlichen Bearbeitungsschritt gehont. Das Vor- und Fertighonen dauerte pro Bohrung rund 15 Minuten. Der Nachteil war, dass der Honprozess auf einer externen Maschine realisiert wurde und nicht in den Hauptprozess integriert war." Bernhard von Gunten fügt hinzu: "Um den Fertigungsprozess des Kreuzschlittens zu optimieren, suchten wir nach einer Lösung, wie wir die Bohrung mit den entsprechenden Spezifikationen im bestehenden Bearbeitungszentrum komplett bearbeiten können. Wir haben das Gespräch mit Kim Arnold (Senior Sales & Application Engineer, URMA AG) und Dominik Läng (Produktmanager Drehtechnik, Technischer Verkaufsberater, DIHAWAG gesucht und mögliche Lösungen diskutiert. URMA als auch DIHAWAG sind im Bereich der Bohrungsbearbeitung gut spezialisiert und kennen die Herausforderungen unserer Bauteile, nicht zuletzt, weil wir bereits einige Reibprozesse gemeinsam optimiert haben."
Kim Arnold von URMA ergänzt:: "Wir, URMA, sind einerseits Hersteller von Präzisionswerkzeugen für die Bohrungsbearbeitung (Ausdrehen und Reiben) und andererseits Händler von Ecoroll- sowie Diahon-Produkten. Seit über 25 Jahren vertreiben wir Ecoroll-Werkzeuge, d.h. Glatt- und Festwalzwerkzeuge. Bei solchen Anforderungen, wie sie seitens Haag-Streit an die Bohrung gestellt werden, konnten wir in der Vergangenheit sehr gute Ergebnisse mit Glattwalzen realisieren. Da das Glattwalzen (Rollieren) einfach in ein Bearbeitungszentrum zu integrieren ist, haben wir dieses Verfahren natürlich als erstes getestet, was aber aufgrund des Werkstoffverhaltens von Guss nicht optimal funktioniert hat."
Honwerkzeuge für den Einsatz in Bearbeitungszentren
Hier kommt eine neue Werkzeug-Technologie ins Spiel. Seit 2022 vertritt URMA auch die Firma DIAHON Werkzeuge GmbH & Co. KG, welche sich auf die Entwicklung von Honwerkzeugen spezialisiert, die in Dreh- als auch Fräszentren eingesetzt werden. "Wir haben diese Werkzeuge in unser URMA-Portfolio integriert, weil sie unser Kompetenzspektrum in der technologischen Tiefe ergänzen. Es sind keine Katalogwerkzeuge, sondern anwendungsspezifische Werkzeuge, die auf die jeweilige Fertigungssituation ausgelegt werden", so Kim Arnold.
Bernhard von Gunten erklärt das Vorgehen: "Um die Rahmenbedingungen der Fertigungssituation zu umreissen, haben wir die Eckdaten der Bohrung definiert, d.h. sowohl Toleranzfelder, Oberflächengüte, Durchmesser, Form- und Lagetoleranzen, Länge der Bohrung, Werkstoff als auch die maschinentechnischen Spezifikationen. Zuletzt haben wir die geforderte Taktzeit angegeben." Die Entwicklung einer Werkzeuglösung für eine solche Bohrung erfolgt in enger Kooperation der Techniker des Kunden und der URMA-Werkzeugspezialisten sowie den Spezialisten von DIAHON.
Der neue Fertigungsprozess
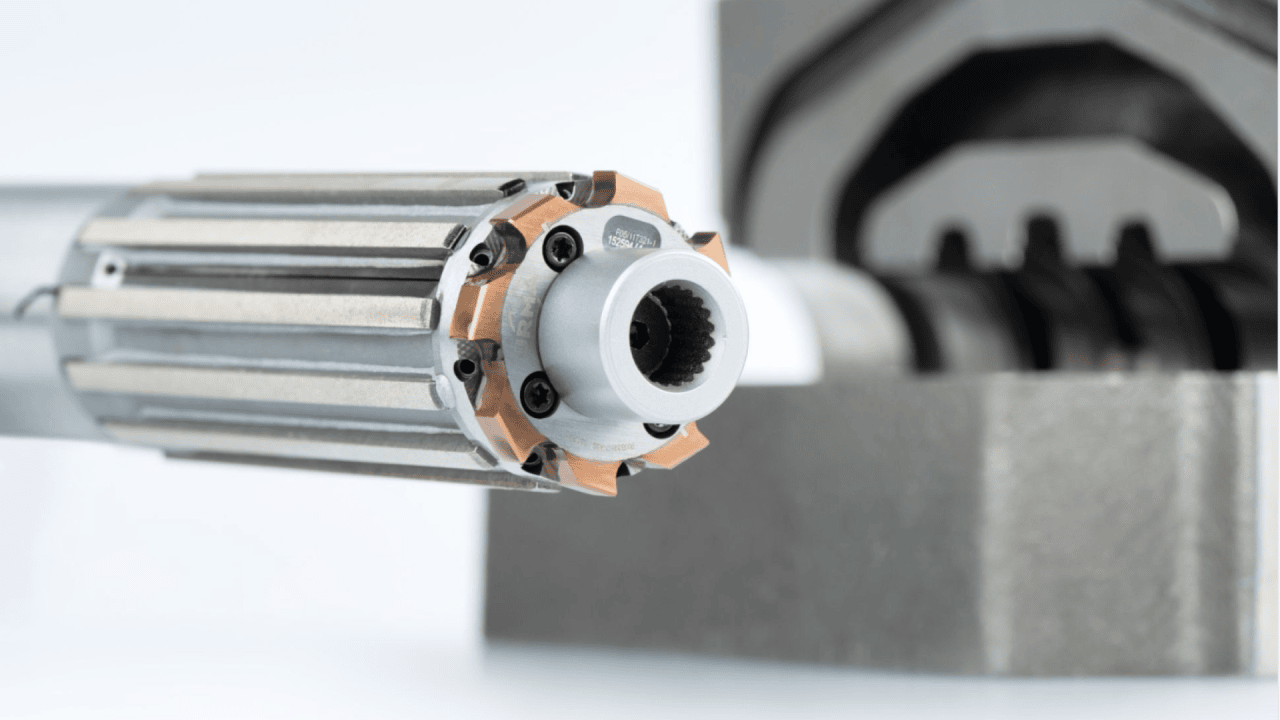
"Honwerkzeuge, die in Bearbeitungszentren eingesetzt werden können, waren für uns neu. Diesen Prozess kannten wir noch nicht. Umso neugieriger waren wir und gingen das Projekt positiv an", so Stefan Oetliker. Zuerst kommt das Fest-Dorn-Honwerkzeug FH fixedhone zum Einsatz, welches für den Passungsdurchmesser verantwortlich ist. Für die sehr hohen Anforderungen an die Oberflächengüte ist das zweite Honwerkzeug zuständig. Mit einem hydraulisch aussteuerbaren Werkzeug AH actuatedhone werden die Spitzen oberhalb der Plateauoberflächen entfernt, so dass wir aktuell eine Oberfläche von Ra 0.3 und besser erreichen.
Die Honleisten beider Honwerkzeuge bestehen in diesem Anwendungsfall aus Diamant, was eine besonders saubere Abtrennung der Oberflächenspitzen ermöglicht, die anschliessend durch den Kühlschmierstoff ausgespült werden können.
Die Erfolgsgeschichte im Detail
Lesen Sie die komplette Erfolgsgeschichte und erfahren Sie, wie Haag-Streit durch innovative Technologien Effizienz und Präzision neu denkt. Lassen auch Sie sich inspirieren!